ตั้งแต่เราตั้งโรงงานในหลงหัวในปี 1982 เราถือว่าคุณภาพของผลิตภัณฑ์เป็นรากฐานของการอยู่รอดของเราเสมอมา เครื่องหล่อที่รอดตายของเรามีอัตราความล้มเหลวต่ำ ความแม่นยำสูง และคุณภาพที่ดีเยี่ยม ซึ่งได้รับชื่อเสียงที่ดีในอุตสาหกรรม
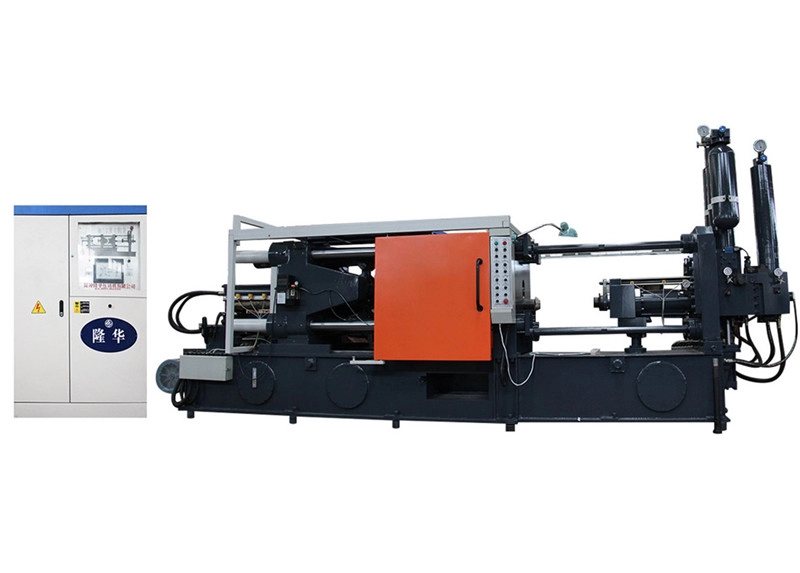
เครื่องหล่อโลหะผสมสังกะสีแรงดันสูง 220T

LH ตารางพารามิเตอร์มาตรฐาน (220T)
รายการ | หน่วย | ข้อมูลจำเพาะ |
แรงดันใช้งานไฮดรอลิก | MPa | 14 |
แรงหนีบ | KN | 2200 |
ช่องว่างระหว่างแถบผูก | mm | 510*510 |
เส้นผ่านศูนย์กลางของแถบผูก | mm | 90 |
Die เปิด Stroke | mm | 400 |
แรงฉีด (เข้มข้นขึ้น) | KN | 270 |
ระยะเปิดตัวลูกสูบ | mm | 140 |
ตำแหน่งฉีด | mm | 0 -- 140 |
ลูกสูบ เส้นผ่านศูนย์กลาง | mm | 50----70 |
ฉีด จังหวะ | mm | 345 |
แรงดันการหล่อ (เข้มข้นขึ้น) | MPa | 112/78/57 |
หล่อ Fiange ยื่นออกมา | mm | 10 |
หล่อเส้นผ่านศูนย์กลาง Fiange | mm | 110 |
(40Mpa) พื้นที่การหล่อสูงสุด ต่ำกว่า 40Mpa | CM2 | 160-679 |
น้ำหนักฉีด (Al) | Kg | 3 |
ความสูงของแม่พิมพ์ (ต่ำสุด - สูงสุด) | mm | 220~600 |
แรงดีดออก | KN | 120 |
อีเจ็คเตอร์ สโต๊ค | mm | 90 |
ความจุของมอเตอร์ | Kw | 15 |
ขนาดเครื่อง (L*W*H) | m | 5.6*1.6*2.4 |
น้ำหนักเครื่องอ้างอิงสำหรับการยกระดับ | T | 8.2 |
ความจุถังน้ำมัน | L | 680 |
เราขอสงวนสิทธิ์ในการปรับปรุงทางเทคนิคโดยไม่ต้องแจ้งให้ทราบล่วงหน้า
ข้อมูลบริษัท:
Longhua Die Casting Machine ก่อตั้งขึ้นใน Bengbu มณฑลอานฮุยของจีนในปี 1982 เป็นองค์กรไฮเทคระดับมืออาชีพที่มีส่วนร่วมในการออกแบบผลิตและจำหน่ายเครื่องหล่อห้องเย็นอุปกรณ์ต่อพ่วงหล่อตายอุปกรณ์แหล่งน้ำมันและพลังงานใหม่ อุปกรณ์ (ก๊าซธรรมชาติ ไนโตรเจน หลุมผลิต ท่อ วัตถุดิบ ก๊าซปิโตรเลียมเหลว ก๊าซพิเศษ คอมเพรสเซอร์)

ประสิทธิภาพและลักษณะของเครื่อง:
1. การควบคุมตามสัดส่วนสองเท่า (การควบคุมไฟฟ้าของแรงดันและการไหล พร้อมการควบคุมแรงดันและความเร็วหลายระดับ รวมถึงฟังก์ชั่นการป้องกันการปิดดายแรงดันต่ำ)
2. การออกแบบวงจรคู่ (การฉีดอากาศและการสร้างแรงดันได้รับการออกแบบแยกกันโดยไม่มีการรบกวนซึ่งกันและกันและการเกิดข้อผิดพลาด)
3. ระบบหัวฉีดสี่ขั้นตอน (หลายขั้นตอน):
A. ความเร็วสูงสุด> 8M/s (6M / s สำหรับผู้ที่มากกว่า 2000T) ซึ่งสามารถควบคุมเวลาการบรรจุและรูปแบบการหล่อได้อย่างมีประสิทธิภาพ นอกเหนือจากการเบรกที่เป็นเอกลักษณ์และฟังก์ชันการฉีดอัตราเร่งสม่ำเสมอที่สามารถป้องกันแฟลชได้อย่างมีประสิทธิภาพและช่วยให้การฉีดมีความยืดหยุ่นมากขึ้น กระบวนการ.
B. ความเร็วขั้นต่ำ 0.1-0.7M/s ซึ่งสามารถควบคุมได้อย่างแม่นยำเพื่อป้องกันการบุกรุกของอากาศจากกับดักอากาศ
C. เวลาในการสร้างแรงดัน ≤15 M/s ซึ่งช่วยให้สามารถเปลี่ยนความเร็วของการสร้างแรงดันตามความต้องการของกระบวนการ เสริมความหนาแน่นของการหล่อโดยไม่ทำให้เกิดการบิดเบือนของผลิตภัณฑ์
D. รอบเวลาการอบแห้งลดลงมากกว่า 15%; การไหลของปั๊มน้ำมันเพิ่มขึ้นมากกว่า 20%; ความจุคูลเลอร์เพิ่มขึ้นมากกว่า 100%; สัดส่วนของผลิตภัณฑ์สำเร็จรูปเพิ่มขึ้น 100%; ผลผลิตเพิ่มขึ้น 20% เมื่อเทียบกับที่ผ่านมา
4. ระบบควบคุมส่วนต่อประสานระหว่างคนกับเครื่องจักรของ PLC ที่เป็นที่ชื่นชอบในระดับสากล ความสามารถในการจัดเก็บข้อมูลและการตรวจสอบผลิตภัณฑ์หล่อ การแจ้งเตือนอย่างทันท่วงทีในกรณีที่มีความผิดปกติ และการกำจัดผลิตภัณฑ์ที่มีข้อบกพร่องในปริมาณมาก
5. ประสิทธิภาพแบบคงที่และไดนามิกที่ไม่ซ้ำใครด้วยอุปกรณ์ดึงแกนคู่ช่วยให้มั่นใจได้ถึงการสร้างผลิตภัณฑ์ที่ซับซ้อนและแม่นยำในครั้งเดียว


Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier